製品情報
スクリーン印刷インク
テキスタイル用途

UnionInk プラスチゾルインク
・Union Inkブランドは高品質な印刷を支えるプラスチゾルインクを提供しています
・高精細印刷:ハイテンション/ハイメッシュに対応 ベタ、網点グラデーション、細線など多彩なデザインにお使いいただけます
・安全性:世界の安全基準を満たすため、Avient社内およびBureau Veritasなどの第三者分析研究所で厳格な検査を実施しています
・環境基準:Union Ink製品はOeko-Texエコパスポートの基準に適合するように製造しています
・フタル酸フリー:Union Ink製品はすべてフタル酸フリーです
・作業性:プラスチゾルインクは熱を加えることで硬化乾燥する特別なインクです
・スクリーンの目詰まりが起こりにくく印刷作業性に優れています
・吉川化工株式会社はAvientの公式パートナーであり、Union Inkブランドの日本総代理店です
ASI プラスチゾルインク
・ASIブランドは多彩な表現を可能にする特殊なプラスチゾルインクを提供しています
・4色分解、シルバー、ゴールド、クラック、厚膜、発泡パフなど個性的な表現をお楽しみいただけます
・互換性:ASIとUnion Inkのプラスチゾルインクは組み合わせてご使用いただけます
・安全性:世界の安全基準を満たすため、Avient社内およびBureau Veritasなどの第三者分析研究所で厳格な検査を実施しています。
・環境基準:ASI製品はOeko-Texエコパスポートの基準に適合するように製造しています
・フタル酸フリー:ASI製品はすべてフタル酸フリーです
・作業性:プラスチゾルインクは熱を加えることで硬化乾燥する特別なインクです
・スクリーンの目詰まりが起こりにくく印刷作業性に優れています
・吉川化工株式会社はAvientの公式パートナーであり、ASIの日本総代理店です
ZODIAC PVCフリーインク
・ZODIACブランドは環境性能と多彩な表現を両立する次世代のPVCフリーインクです
・AQUARIUS:PVCフリーでありながら、鮮やかな抜染表現を可能にする高機能水性インク
・LIBRA:優れた伸縮性と耐久性を実現するスクリーン印刷専用シリコンインク
・安全性:世界の安全基準を満たすため、Avient社内および第三者分析研究所で厳格な検査を実施
・環境基準:ZODIAC LIBRA製品はOeko-Texエコパスポートの基準に適合するよう製造しています
・フタル酸フリー・PVCフリー:環境と人の安全を最優先に考えたインク設計です
・吉川化工はAvient ZODIACの公式パートナーです
MAGNA COLOURS 水性インク
・MAGNA COLORSの水性バインダーは、イギリス生まれの高機能水性バインダーです
・追加の添加剤を必要とせず、フタを開ければすぐに使える手軽さが特長です
・高精細印刷:ベタ塗り、網点グラデーション、細線など、多彩なデザインを鮮やかに表現します
・環境性能:Oeko-Texエコパスポート、GOTSといった世界的な環境基準に適合するよう製造しています
・安全性:PVCフリー、フタル酸フリー、ホルムアルデヒドフリー(抜染インクを除く全製品)、APEO/NPEフリー、鉛などの重金属フリー
・高品質な仕上がり:柔らかな手触りに加え、高い伸縮性と優れた洗濯堅牢度を両立 美しい仕上がりを長く保ちます
吉川化工株式会社は、Avient MAGNA COLOURSの公式パートナーであり、日本総代理店です
IMS3.0調色システム
Ink Management System -IMS3.0-
IMS3.0とは、高機能なクラウド型インク調色配合管理システム(Ink Management System)です。
一般印刷


レジストインキ

特殊用途


機械-設備
印刷機・乾燥機
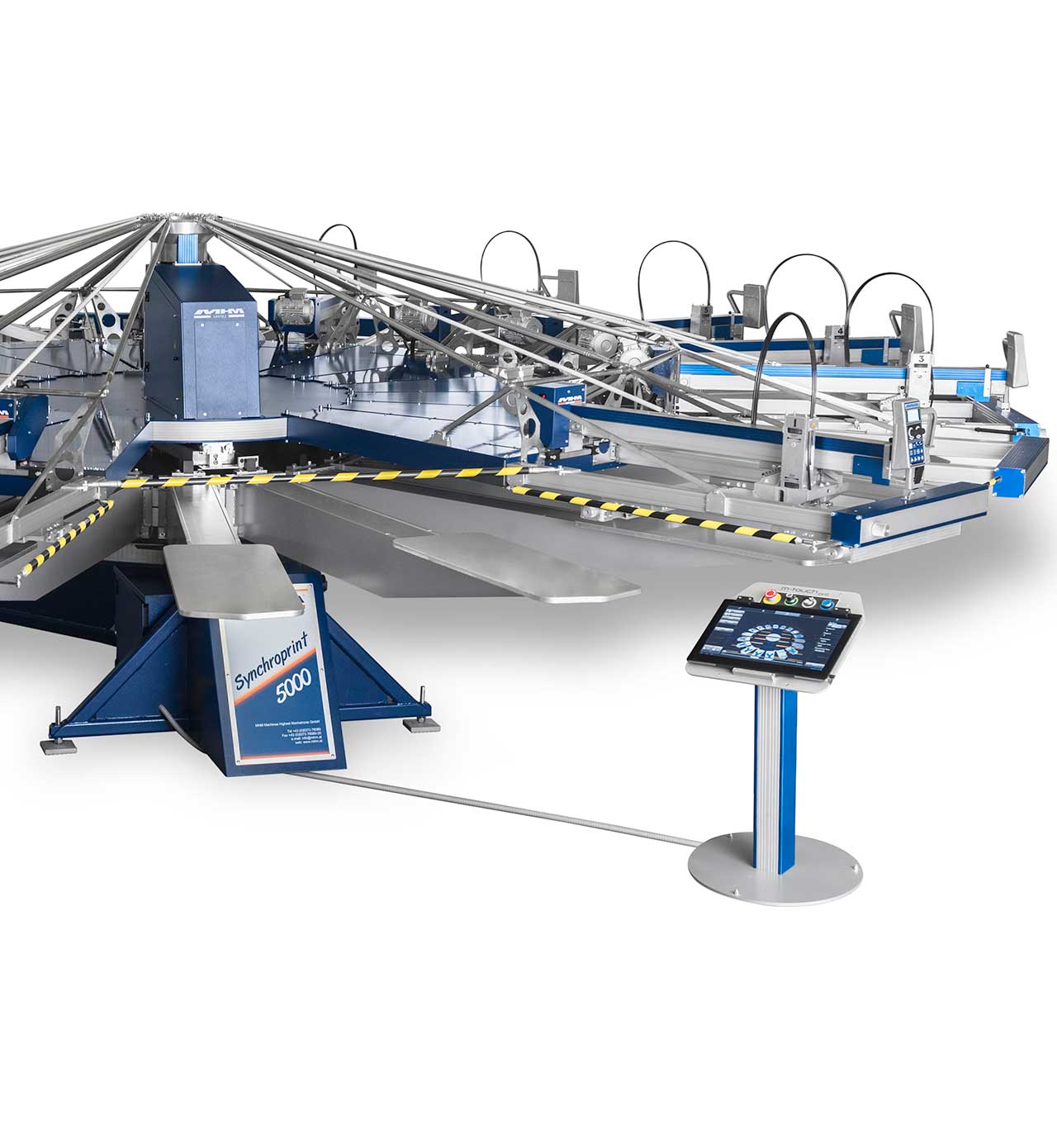
MHM自動印刷機
Tシャツ、タオル、テキスタイル向け自動印刷機・機械・設備
MHMのスクリーン印刷用自動印刷機は、最先端のCNCおよびロボット製造装置を利用して、最高品質の材料のみで製造されています。
これにより、厳しい品質管理手順が維持されることを保証し、長年トラブルのない生産を可能にしています。
MHMマシン取り扱い20年以上の実績と経験
吉川化工株式会社は、MHMの日本総代理店です
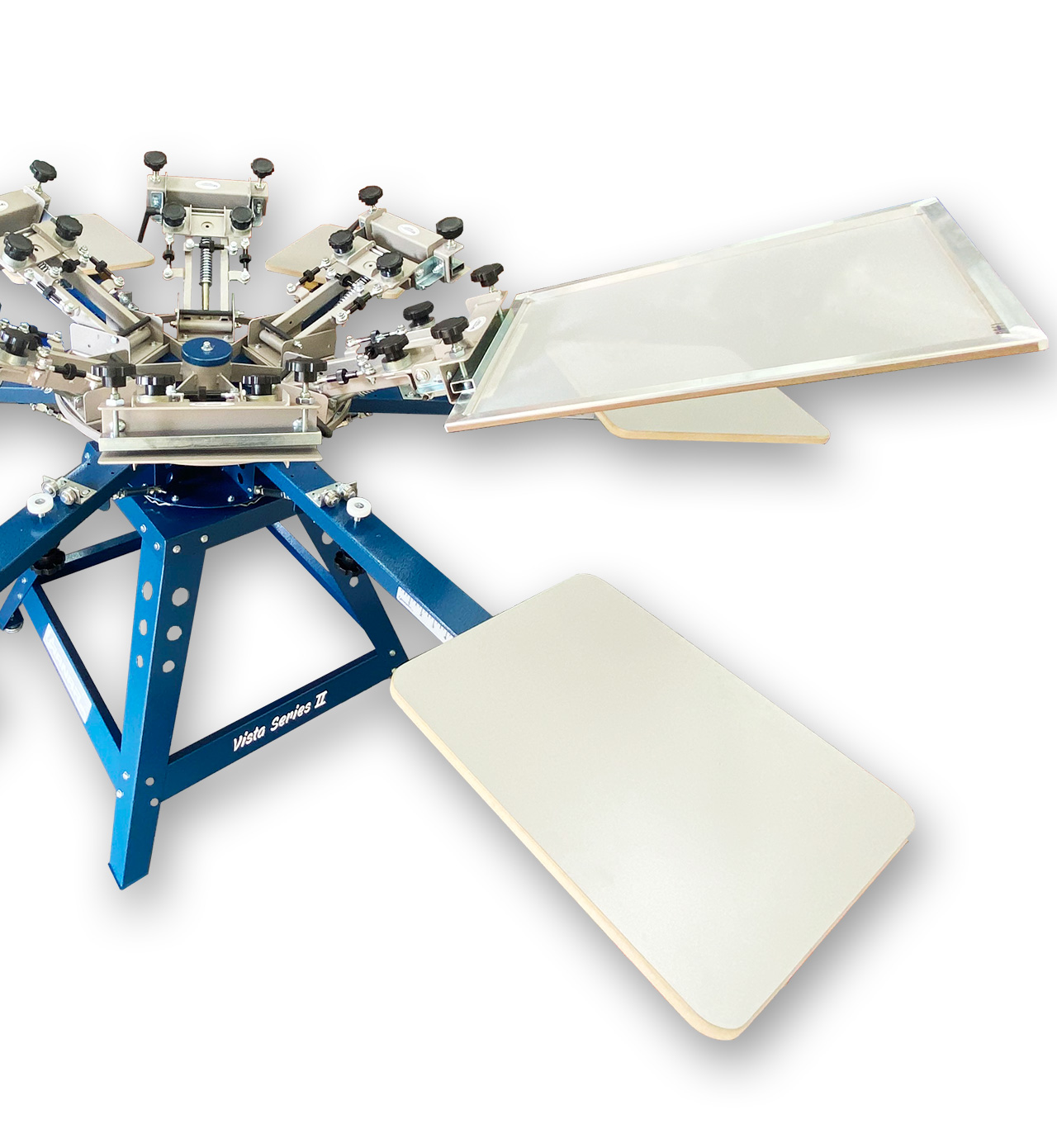
手動印刷機
Tシャツ、タオルなどのテキスタイル向け手動スクリーン印刷機
省スペースで導入しやすいエントリーモデルから、プロの現場で活躍する高精度なプロフェッショナルモデルまで、お客様のビジネスに合わせて幅広くご提案します
世界中のプロに愛用されるアメリカのRILEY HOPKINS、RANARといった海外ブランドに加え、国内メーカーの取り扱いも順次予定しております
吉川化工株式会社は、RANAR、RILEY HOPKINSの日本総代理店です

手刷機用アクセサリー
シャツボード、固定治具などの各種アクセサリーはこちらから

製品台・長台
Tシャツなどへの多色スクリーン印刷に欠かせない製品台・長台は水性インクでの作業効率を高めます
面数の追加も可能な国内生産品を中心に、信頼性の高い製品をラインナップしています

フラッシュキュア / 仮乾燥機
Tシャツ/テキスタイル向けスクリーンプリントビジネスをこれから始めるユーザー(初心者)からプロフェッショナルユーザーに向けて最良の選択肢をご提案
スクリーン印刷向けのハイパワー仮乾燥機-フラッシュキュアをご覧頂けます

コンベア乾燥機
Tシャツ・テキスタイルへのスクリーン印刷の品質と効率を向上させる、高性能なコンベア乾燥機をご紹介します。
インクの硬化・乾燥プロセスを最適化し、水性・油性インクを問わず、高品質な仕上がりと生産性向上を実現します。
小規模な工房向けのコンパクトモデルから大規模な量産工場に対応する高効率モデルまで、事業の規模や目的に合わせて最適な製品をラインナップ。
これから始める方も、プロフェッショナルの方も、最適な一台がここで見つかります。

昇華転写プレス
昇華転写用の輪転式プレス機や関連機材を掲載しています。ロール状の生地への連続転写から、Tシャツなど縫製済み製品への単品転写まで、幅広い用途に対応する熱転写プレスです。



.jpg)
.jpg)